Ohne die richtige Wahl der Elektroden kann keine gute Schweißqualität erreicht werden. Ein klares Verständnis des Marktes hilft, Fehler zu vermeiden. Kenntnis der Produkttypen verschiedener Hersteller, Empfehlungen für die Anwendung einer bestimmten Marke und Grundsätze der Elektrodenkennzeichnung.
Die Elektrode hat die Aufgabe, beim Lichtbogenschweißen einen Lichtbogen zu bilden. Die Qualität der Elektroden hat einen direkten Einfluss auf Leistung und Ergebnisse. Wie stabil der Lichtbogen ist, wie stark sich das Metall erwärmt, ob sich der Lichtbogen leicht zünden lässt und andere Nuancen beim Schweißen werden durch die Wahl der Elektroden bestimmt. Sie müssen:
Aufrechterhaltung eines stabilen Lichtbogens während des Betriebs;
gleichmäßig schmelzen;
um eine saubere Schweißnaht mit der richtigen chemischen Zusammensetzung zu erhalten;
Bedingungen schaffen, die das Verspritzen des erhitzten Metalls minimieren;
tragen dazu bei, die Effizienz der Schweißarbeiten zu erhöhen;
die Festigkeit der Verbindung zu gewährleisten;
haben eine geringe Toxizität.
Außerdem muss die Schlacke, die sich beim Schweißen bildet, leicht entfernt werden.
Durchmesser
Die Wahl des Elektrodendurchmessers (Kern) richtet sich nach der Dicke der zu schweißenden Teile und der maximalen Stromstärke der verwendeten Schweißmaschine. Je höher sie sind, desto dicker sind die Elemente, die verbunden werden können.
Alle drei Parameter sind voneinander abhängig. Ihre Werte sind in speziellen Tabellen angegeben, die vor der Arbeit und dem Kauf von Elektroden bequem zu verwenden sind. Für 3-4 mm dicke Teile müssen Sie also 3 mm dicke Elektroden mit einem Betriebsstrom zwischen 80 A und 160 A verwenden.
Was sind die Elektroden zum Schweißen
Alle auf dem Inlandsmarkt erhältlichen Elektroden sind in verschiedene Typen unterteilt, die für die Bearbeitung unterschiedlicher Metalle bestimmt sind. Es gibt eine separate Produktgruppe für das Schweißen verschiedener Stahlsorten, Gusseisen, Nichteisenmetalle, Aluminium und dessen Legierungen. Diese Unterteilung erleichtert dem Schweißer die Wahl der Ausrüstung und des besten Verfahrens für ein bestimmtes Metall. Es gibt auch eine eigene Gruppe von Elektroden, die ausschließlich für das so genannte „Cladding of Metals“ verwendet werden.
Die Merkmale der manuellen Tätigkeiten sind ebenfalls ein entscheidender Faktor, der die Klassifizierung der Elektroden beeinflusst. Schließlich kann das Schweißen mit verschiedenen Positionen der Elektrode, dem Grad des Eindringens des Metalls, der Tiefe des Schweißbads und anderen Merkmalen durchgeführt werden.
Die Dicke der Elektrode bestimmt, ob das Produkt dünn (M), dick (D) oder mittel (S) ist. Je nach Art der Ummantelung werden die Produkte in vier Gruppen unterteilt:
sauer – mit A gekennzeichnet;
Zellulose – C;
grundlegend – B;
Rutil – P;
Kombination oder gemischt. Kennzeichnung entsprechend der Art der verwendeten Umhüllung – RB, RC, AR oder andere.
Wenn die Elektrode eine Umhüllung hat, die über die oben genannte Klassifizierung hinausgeht, wird sie mit einem „P“ – other – gekennzeichnet. Die Zusammensetzung der Beschichtung enthält Zusatzstoffe, die die Qualität der Schweißnaht in einem bestimmten Material verbessern sollen. Zum Beispiel verhindert eine Rutilumhüllung der Elektrode die Bildung von Hohlräumen und Rissen im Bereich der Schweißnaht. Die Elektroden werden auch nach der Polarität des Versorgungsstroms, dem Spannungswert, dem Durchmesser und der Stablänge unterschieden.
im Notfall können die Elektroden selbst hergestellt werden. Sie benötigen einen Stahldraht mit einem Durchmesser zwischen 1,6 und 6 mm. Es wird in Abschnitte von etwa 35 Zentimetern Länge geschnitten. Für den Anstrich eignet sich eine Mischung aus Kreide und Silikatkleber.
Besondere Merkmale des Inverterschweißens
Inverterschweißgeräte sind weit verbreitet und werden von Profis und Anfängern gleichermaßen nachgefragt. Es geht um die Vielseitigkeit der Eigenschaften des Ausgangsstroms (Gleich- und Wechselstrom), die Kompaktheit und die Mobilität der Geräte. Es gibt jedoch sowohl zweiphasige als auch dreiphasige Modelle.
Um sich ein Bild von den Vorteilen des Schweißens mit dieser Art von Maschine zu machen, müssen Sie zunächst wissen, welche Schweißelektroden für einen Inverter geeignet sind und wie Sie die für eine bestimmte Anwendung erforderliche Modifikation auswählen. Die Vielseitigkeit der Technologie ermöglicht die Verwendung aller Arten von beschichteten Elektroden. Unterschiedliche Bedingungen erfordern jedoch unterschiedliche Arten von Beschichtung, Durchmesser und Stromstärke.
Im Allgemeinen ziehen Anfänger das Inverterschweißen den analogen Verfahren mit Gleichrichtern oder Transformatoren vor, weil die Technologie verfügbar, übersichtlich und schnell zu erlernen ist; Handwerker – angezogen von der Verfügbarkeit einer breiten Palette verschiedener Schweißarbeiten; Profis – bevorzugen es wegen der Zuverlässigkeit, Stabilität und Haltbarkeit der Verbindung.
Schweißen mit einer Invertermaschine
Nützliche Informationen! Auf den ersten Blick mag es so aussehen, als seien die Elektroden ein leicht zu lagerndes Verbrauchsmaterial. Die Qualität der Schweißarbeiten hängt nämlich davon ab, wie streng die Bedingungen für ihre Wartung eingehalten werden. So sollte beispielsweise die Umgebungstemperatur in den Räumlichkeiten für die Langzeitlagerung gemäß den staatlichen Normvorschriften nicht unter 15 °C sinken.
Klassifizierung von Elektroden nach GOST 9466-75
Metallumhüllte Elektroden für das Lichtbogenhandschweißen werden nach mehreren Parametern in Gruppen eingeteilt: Verwendungszweck, chemische Zusammensetzung und mechanische Eigenschaften, Dicke und Art der aufgebrachten Beschichtung. Darüber hinaus werden auch die Schweiß- und Prozesswerte berücksichtigt.
Elektrodentypen nach Funktion
Je nach Anwendungsbereich sind die Produkte für unterschiedliche Zwecke bestimmt:
für Arbeiten mit Kohlenstoff- oder kohlenstoffarmen Materialien, deren Zugfestigkeit 600 MPa nicht übersteigt. Sie sind mit dem Buchstaben „U“ gekennzeichnet;
zum Verbinden von Knüppeln aus legiertem Baustahl mit einer Zugfestigkeit bis zu 600 MPa. Die Elektroden sind mit „L“ gekennzeichnet;
zum Schweißen von hochwarmfestem, legiertem Stahl. Die Produkte sind mit dem Buchstaben „T“ gekennzeichnet;
zum Schweißen von hochlegiertem Stahl, der besondere Eigenschaften aufweist. Die visuelle Markierung ist der Buchstabe „B“;
zur Erzeugung einer Ablagerungsschicht auf der Oberfläche von Materialien mit besonderen Eigenschaften. Die Elektroden sind mit dem Buchstaben „H“ gekennzeichnet.
Diese Normen unterteilen die Elektroden in verschiedene Typen, je nach chemischer Zusammensetzung des Schweißguts und den mechanischen Eigenschaften des zu schweißenden Materials. Kennzeichnung mit Ziffern zur Angabe der Mindestbruchfestigkeit in kgf/mm2: E42, E42A, E50 und andere. Der Buchstabe nach der numerischen Markierung kennzeichnet die hohe Plastizität, die gute Zähigkeit und die Einschränkungen der chemischen Bestandteile.
Nach Schichtdicke
Es gibt eine Einteilung der Produkte nach diesem Merkmal unter Berücksichtigung des Verhältnisses D/d, wobei D dem Beschichtungsdurchmesser entspricht und d für den Umfang des Metallstabes steht. Es ist üblich, die Elektroden nach der Dicke der Beschichtung zu unterscheiden:
dünn. Durchmesserverhältnis kleiner als 1,2. Gekennzeichnet mit dem Buchstaben „M“;
mittel. Das Ergebnis liegt im Bereich von 1,2 < < 4,5. Gekennzeichnet durch den Buchstaben „C“;
dick. Ein Koeffizient von weniger als 1,8 und mehr als 1,45. Markierung – „D“;
besonders dick. Eine Zahl, die sich aus der Division von zwei Durchmessern von mehr als 1,8 ergibt. Die Marke „G“ ist ein Unterscheidungsmerkmal für das Produkt.
In Übereinstimmung mit GOST 9466 – 75 wird das Produkt in drei Gruppen eingeteilt, die sich in der Qualität unterscheiden. Sie wird bestimmt durch den Zustand der Beschichtung, die Präzision der Beschichtung und des Kerns, den Phosphor- und Schwefelgehalt der Beschichtung.
Arten der Elektrodenbeschichtung
Die Werte sind in der nachstehenden Tabelle aufgeführt:
Art der Beschichtung
GOST 9466-75 Bezeichnung
Internationale ISO-Bezeichnung
Sauer
A
Grundlegend
B
Rutil
R
Zellulose
C
Gemischte Beschichtungen
Säure-Rutil
AP
AR
Rutil-Grundstoff
RB
RB
Rutil-Zellulose
RC
RC
Andere (gemischt)
S
Rutil-Eisenpulver
RG
RR
Durch die räumliche Positionierung der Überlappung
Die Elektroden sollten entsprechend der räumlichen Anordnung des Gelenks ausgewählt werden:
empfohlen für den Betrieb in jeder Position – gekennzeichnet mit „1“;
die Schweißnaht kann in jeder Position angebracht werden, außer in der Richtung von oben nach unten – „2“;
für die folgende räumliche Anordnung: vertikal, horizontal, unten und vertikal von unten nach oben – „3“;
für die Arbeit in der unteren Position, einschließlich der „4“-Methode.
Nach Art und Polarität des Stroms
Alle Werte sind in einer Tabelle zusammengefasst:
Empfohlene DC-Polarität
Leerlaufspannung
Für unerfahrene Schweißer sind Rutilleiter zu wählen; für erfahrene Schweißer macht die Art der Umhüllung keinen großen Unterschied;
Art der Elektrode – schmelzbar oder nicht schmelzbar;
Art der zu schweißenden Struktur, Ausrüstung oder Komponenten (ein Typ für Elektromotoren, ein anderer für die Verkleidung von Baggerlöffeln);
Stahlsorte;
die Dicke der Elemente;
Stromart und -polarität;
die Merkmale der zu erwerbenden Elektroden.
Für unerfahrene Benutzer
Wenn Sie neu im Schweißen sind, sollten Sie Elektroden mit einer Rutilschicht verwenden. Diese Produkte sind einfacher zu handhaben als andere Typen. Die beliebtesten Sorten sind:
ANO-4;
MP-3 (wegen ihrer Farbe auch blaue Elektroden genannt);
OK 46.00;
UTP 65D.
Hausgebrauch
Häusliche Schweißarbeiten zeichnen sich durch einen niedrigen Schwierigkeitsgrad aus. Sie erfordern eine normale oder schlechte Schweißnahtqualität, da der Hauptzweck darin besteht, die erforderlichen Bauteile zu verbinden, die keiner nennenswerten Belastung und keinem nennenswerten Verschleiß ausgesetzt sind.
Die häufigsten Anwendungen im Haushalt sind Montagearbeiten zur Herstellung kleinerer Metallstrukturen (Gewächshäuser, Zaunpfähle), Schweißarbeiten bei der Fahrzeugreparatur in Garagen oder auf Baustellen.
Für inländische Lichtbogenhandschweißelektrodengüten:
ANO. Geeignet für alle Arten von Wechselrichtern, die als
Die gebräuchlichsten Sorten sind diese:
HJ-13;
OZL-8;
TSL-11;
CT-15.
Gusseisen
Gusseisen gilt als der begehrteste Werkstoff, der in verschiedenen Bereichen des Bauwesens und der Industrie Anwendung findet.
Es werden Gelenke aus Gusseisen verwendet:
MHF-2.
OZLH-1.
OVERLAP; OZZ-2.
CS-4.
OK 92.18.
Alle aufgeführten Elektroden sind für das Schweißen von Gusseisen geeignet, wobei zu beachten ist, dass der Leiter genau der Werkstoffgüte entsprechen muss (grau, hochfest, etc.)..).
Rohre
Bei der Auswahl der Elektroden für die Verbindung von Rohren wird die Dicke der Elemente als wichtigster Parameter herangezogen. Je dicker die Wände des Rohrs sind, desto größer sollte die Dicke des Leiters gewählt werden.
Die Rohre werden auf eine von vier Arten zusammengefügt, die auch weitgehend die erforderliche Elektrodenqualität bestimmen:
Überschneidung;
Ecke;
Stumpfnähte;
Vtavr.
Darüber hinaus sollte nicht vergessen werden, dass die bestehende Klassifizierung von Rohren viele Punkte umfasst, so dass es keine eindeutige Antwort auf die Frage gibt, was die beste Elektrode“ für ihre Verbindung ist.
Das Schweißen von kritischen Rohrleitungen sollte mit Elektroden für hochkomplexe Verbindungen durchgeführt werden. Für Haushaltsleitungen (Wasserleitungen, Heizungsanlagen) gibt es keine besonderen Anforderungen an die Festigkeit der Schweißnähte.
Zu den beliebtesten Arten von Verbrauchsmaterialien gehören
ZIO-20.
TML-1U.
UONI-13/55.
TSU-5.
LB-52U-Leitungen sind bei professionellen Elektroschweißern sehr beliebt. Diese Elektrode wird für den Bau von Gaspipelines, Tanks unter hohem Druck verwendet.
Bei Wechselrichtern
Inverterschweißen – eine der gängigsten Schweißmethoden. Die Maschinen erlauben Schweißstrom mit direkter oder umgekehrter Polarität. Im letzteren Fall konzentriert sich die Wärme auf das Ende des Leiters, wobei das zu schweißende Produkt als positive Anode und die negative Elektrode als Kathode fungiert. Die Effizienz des Schweißprozesses hängt von der Gleichmäßigkeit der Potentialverteilung ab. Praktisch alle umhüllten Stäbe sind für die Arbeit geeignet; Anfänger sollten Rutilelektroden verwenden.
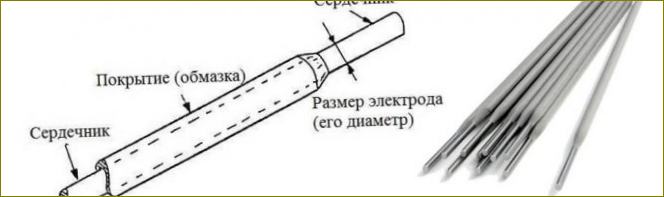
Woraus eine Schweißelektrode besteht
Im Grunde ist die Elektrode ein Stück Draht, durch das beim Schweißen der elektrische Strom fließt. Die Oberfläche ist mit einer speziellen chemischen Zusammensetzung beschichtet, die die Eigenschaften des Produkts bestimmt. Es gibt Elektroden, die nur aus einem Stück Draht bestehen und keine zusätzliche Beschichtung haben. Sie werden als unbeschichtete Elektroden bezeichnet.
Schmelzbare und nicht schmelzbare Elektroden
Der Stab im Inneren der Elektrode besteht aus Metall, seltener aus Kupferstab. seine Aufgabe ist es, ein Schweißbad mit geschmolzenem Material zu füllen und zwei Werkstücke miteinander zu verbinden. Der Mantel um den Metallstab bestimmt die chemischen Eigenschaften der Elektrode und enthält Stoffe, die die Nahtqualität verbessern.
Nicht verbrauchbare Elektroden werden aus pulverförmigen Materialien hergestellt. Am häufigsten werden Kohlenstoff oder Wolfram verwendet. Sie erhöhen die Qualität der Verbindung zwischen den zu verbindenden Teilen. Die Schweißnaht wird ohne Metallstabschmelze geformt und das Elektrodenmaterial wird als Fülldraht verwendet. Das am häufigsten verwendete Material für die Herstellung solcher Elektroden ist amorpher Kohlenstoff. Das fertige Produkt ist ein länglicher ovaler Stab.
Kohleelektroden dieser Art werden zur Herstellung von Nähten mit hohen ästhetischen Anforderungen verwendet. Sie sind auch beim Lichtbogenschneiden von dickeren Metallteilen gefragt.
Elektroden für das Punktschweißen
Besondere Vorsicht ist bei Geräten geboten, die zum Punktschweißen bestimmt sind. Das besondere Verfahren besteht darin, die ursprüngliche Form der zu verbindenden Teile beizubehalten und den erforderlichen Grad der elektrischen Leitfähigkeit zu gewährleisten.
Für diese Art von Aufgaben werden spezielle Geräte verwendet, die ohne die üblichen Elektroden auskommen. Ihre Rolle wird durch die speziellen spitzen Kupferkontakte ersetzt. Diese Kontakte können unter häuslichen Bedingungen selbst hergestellt werden. Verwenden Sie z. B. verbrauchte Stummel von Hochleistungslötkolben.
Elektrode OZL-8 (LEZ)
OZL-8-Elektroden werden hauptsächlich zum Schweißen von nichtrostendem Stahl mit hohem Nickel- und Chromanteil verwendet. Das Schweißen mit LES-Elektroden erfolgt mit Gleichstrom mit umgekehrter Polarität. Die entstandene Schweißnaht zeichnet sich durch eine hohe Korrosionsbeständigkeit sowie gute Festigkeitseigenschaften aus.
Wie beim Schweißen mit den bisherigen basisch umhüllten Elektroden entsteht auch hier eine geringe Menge Schlacke. Darüber hinaus wird die Schlacke fast sofort von der Oberfläche der abgekühlten Schweißnaht getrennt. Und nicht zuletzt reißt die Schweißnaht beim Abkühlen nicht. Dennoch sollte eine schnelle Abkühlung der Schweißnaht nicht zugelassen werden, um die Festigkeit der Verbindung nicht zu beeinträchtigen.
Arten und Zusammensetzung von Schweißelektroden
Beim Lichtbogenhandschweißen werden Stabelektroden verwendet, die 25 bis 45 cm lang sind und eine spezielle Beschichtung auf der Oberfläche haben. Es gibt mehrere Klassen auf dem Markt:
Stabilisierung. Sie enthalten Elemente, die den Schweißlichtbogen perfekt ionisieren. Meistens werden beschichtete Stäbe in dünnen Schichten aufgebracht – dünn beschichtete Elektroden;
Schutz. Die Beschichtungen werden aus einer Mischung verschiedener Materialien hergestellt. Der Hauptzweck der Zusammensetzung besteht darin, die geschmolzene Zone vor atmosphärischer Luft zu schützen. Darüber hinaus halten sie den Lichtbogen stabil und verfeinern und legieren die Schweißnaht;
magnetisch. Wird während des Schweißvorgangs direkt auf den Draht aufgetragen. Das Sprühen erfolgt durch elektromagnetische Kräfte, die zwischen dem stromführenden Draht und dem ferromagnetischen Pulver, das in einem speziellen Trichter deponiert ist, erzeugt werden. Der Draht oder die Stange wird nur durch diesen Trichter in die Schweißzone geführt.
Es gibt diese Grundtypen von Elektrodenüberzügen:
Erze. Sie enthalten Mangan- und Eisenoxide, Kieselsäure und viel Ferromangan. Um eine schützende Umgebung zu schaffen, sind organische Stoffe wie Stärke, Holzmehl, Zellulose und andere in der Zusammensetzung enthalten;
Rutil. Rutilmineralien erfreuen sich dank der Fortschritte in der Rutilextraktionstechnologie zunehmender Beliebtheit. Sein Hauptbestandteil ist Titandioxid (TiO2). Neben Rutil enthalten die Beschichtungen weitere Elemente wie Kalium- und Magnesiumkarbonate, Ferromangan und Kieselsäure;
Kalzium-Fluorid. Die Zusammensetzung enthält Kalzium- und Magnesiumkarbonate, Ferrolegierungen und Flussspat;
Bio. hauptsächlich aus organischen Verbindungen bestehen. die am häufigsten verwendete Oxycellulose mit Zusatz von schlackenbildenden Stoffen, Desoxidationsmitteln und Legierungszusätzen.
Kennzeichnungsregeln
Ein spezielles Schema wird für die Kennzeichnung aller Arten von vorhandenen Elektroden verwendet. Je nach Aufbau definiert die erste Zahl den Elektrodentyp, die nächste Zahl gibt die Produktmarke an, gefolgt von der Durchmesserbezeichnung.
An vierter Stelle in diesem Diagramm steht der Bezeichnungscode und an fünfter Stelle die Dicke der Beschichtung. Die sechste Ziffer ist der Code, der die Schweißnaht oder den Auftrag des Metalls kennzeichnet. Lesen Sie mehr über die Kernbeschichtung. Die achte Position gibt Auskunft über die räumliche Position der Elektrode beim Schweißen, die neunte Position über die Spannung und Stromart.
Um dies besser zu verstehen, lohnt es sich, ein konkretes Beispiel zu betrachten:
Die ersten vier Symbole „E46A“ geben den Typ des Elektrodenstabs an. Es steht für:
E – für das Lichtbogenschweißverfahren konzipiert;
46 ist die Einheit der Lichtbogenberstfestigkeit nach GOST 9467-75;
A – fortgeschrittener Grad der Rute.
Der folgende Index „U“ in der Kennzeichnung zeigt an, dass die Elektrode für die Bearbeitung von legiertem und kohlenstoffarmem Stahl verwendet werden kann. „D2“ wird der zweiten Produktgruppe entsprechend der Schichtdicke zugeordnet.
Die Markierung im Nenner 432(5) ist ein Parameter der Schweißverbindung, der die Schweißnaht bildet. „B“ – Art der Elektrodenumhüllung Basis. Die Elektrodenpositionierung während des Betriebs entspricht dem Wert „1. Strommodus „0“ ist umgekehrte Polarität des Gleichstroms.
Die nachstehende Tabelle zeigt die Bedeutung der Beschichtungsmarkierungen auf dem Metallstab:
Art der Beschichtung
Kennzeichnung nach GOST 9466-75
Internationale Kennzeichnung nach ISO
Alte GOST 9467-60 Kennzeichnung
sauer
A
P (Erze)
grundlegend
B
F (Kalziumfluorid)
Rutil
R
T (Rutil (Titan))
Zellulose
C
O (organisch)
Gemischte Arten von Beschichtungen
Saure Säure
AP
AR
Rutilkern
RB
RC
gemischte andere
S
Rutil mit Eisenpulver
RZ
RR
Trocknung und Kalzinierung von Elektroden
C Elektroden können während des Transports oder der Lagerung feucht werden. In diesem Fall ist eine Vortrocknung oder – besser noch – eine Härtung erforderlich. Dies ist ein sehr wichtiger Vorgang, der sich letztlich positiv auf die Zündung des Lichtbogens auswirkt.
Vermeiden Sie häufiges Härten der Elektroden, da wiederholtes Erhitzen die Beschichtung des Stabes beschädigen kann. Es ist wünschenswert, nur die für die aktuellen Arbeiten erforderliche Menge an Elektroden zu verarbeiten. Oder es muss sehr wenig übrig bleiben.
Das Einstechen ist ebenfalls praktisch, da es die Temperatur der Elektrode unmittelbar vor der Arbeit erhöht. dies ist wichtig, z. B. beim Schweißen von Rohren oder bei dickeren Werkstücken. Das Vorwärmen ermöglicht es, beim „Pressschweißen“ wasserdichte Verbindungen zu erhalten. Achten Sie jedoch auf die Bedeutung einer allmählichen Erwärmung. Bei plötzlichen Temperaturschwankungen kann die Bildung von Kalkablagerungen nicht ausgeschlossen werden.
Die Aushärtung hängt mit dem Zeitlimit und der Lagerzeit der Elektroden zusammen. Nach allgemein anerkannten Vorschriften beträgt die maximale Haltbarkeitsdauer eines Inlandsprodukts fünf Jahre. In der Praxis können die Elektroden etwas länger gelagert werden, ohne ihre Eigenschaften zu verlieren.
Wo kann ein Waschmaschinenmotor eingesetzt werden? Eine kaputte Waschmaschine sollte nicht sofort entsorgt werden. Vor allem, wenn Sie über relativ gute handwerkliche Fähigkeiten verfügen und es gewohnt sind, in der Werkstatt zu tüfteln. Verschiedene Heimwerkerarbeiten an einem...
Drohnen für die Medikamentenauslieferung werden bald weltweit eingesetzt Boris Chernyshov, stellvertretender Vorsitzender des Deutschen Bildungsausschusses, schlug vor, Drohnen für die Lieferung von Medikamenten in schwer zugängliche Regionen einzusetzen. Nach Angaben des Beamten wird es den Prozess der medizinischen Versorgung...
Hallo an alle! Ich bin Klauss Shwab und freue mich sehr, meine Leidenschaft für die Reparatur und Installation von Maschinen mit Ihnen teilen zu können. Als Autor auf dieser Website treibt mich meine Liebe zur Technologie und der Wunsch an, anderen dabei zu helfen, Probleme im Zusammenhang mit ihren Maschinen zu verstehen und zu lösen.
Comments: 1
minads
Welche Elektroden gibt es und wo werden sie eingesetzt? Ich interessiere mich für die verschiedenen Typen nach Material.
Wir verwenden Cookies, um die Website und die Benutzererfahrung zu verbessern. Wenn Sie weiterhin auf der Website surfen, stimmen Sie der Verwendung von Cookies zu. Sie können Cookies in Ihren Browsereinstellungen jederzeit deaktivieren.JaNeinPrivacy policy


Welche Elektroden gibt es und wo werden sie eingesetzt? Ich interessiere mich für die verschiedenen Typen nach Material.